
Hiroshi Nonaka
Professor, Graduate School of Bioresources, Mie University, Japan
Ph.D. in Chemical Engineering
1997 B.S., Chemical System Engineering, The University of Tokyo; 2002 Ph.D., Chemical Systems Engineering, The University of Tokyo; 2002 Research Fellow, Research Institute of Innovative Technology for the Earth (RITE), Microbiology Research Group; 2005 Associate Professor, Faculty of Bioresources, Mie University, 2006~2007 Visiting Researcher, North Carolina State University; 2018 Professor, Graduate School of Bioresources, Mie University. Engaged in a wide range of research on biomass, including development of separation processes for wood components, development and utilization of new lignin, forming of biomass powder, dissolution into ionic liquids, and semi-carbonization and coking.
Awards: 2014 The Japan Institute of Energy Award for Progress; 2016 Hayashi Jisuke Award, The Cellulose Society of Japan; 2018 Wood Design Award for "Wood Straw"; 2021 Japan Tappi Award; 2023 Wood Design Award for "Wet extrusion of wood powder".
The movement to replace plastic products with environmentally friendly materials is accelerating due to the seriousness of not only global warming but also the problem of plastic waste in the oceans. Biomass resources such as trees and grasses have existed on the earth for a long time and are considered "the ultimate environmentally friendly materials" that can be metabolized by natural processes that clean up the environment. In this article, we introduce the approach of powdering and mixing biomass with cellulose derivatives to confer the property of moldability on biomass without using petroleum-based resins and to generate three-dimensional molded products by extrusion.
More than 150 countries and regions have pledged to achieve carbon neutrality by 20501, and decarbonization of not only energy generation but also petrochemical products in general needs to be promoted. In recent years, the impact of marine plastic waste and microscopic microplastic pollution on ecosystems has also become an issue, and it is desirable to produce materials that are biodegradable in nature.
Biomass resources have existed on the earth since time immemorial and are metabolized to the extent allowed by the purifying capacity of nature. It is expected that plant materials including physical debris (wood chips, wood dust, etc.), compositional fibers (pulp: raw material for paper), and their components (cellulose, hemicellulose, lignin, etc.) will accumulate or biodegrade properly even when accidentally dumped into the environment. Therefore, it would be ideal if petrochemical products could be replaced by wood, paper, bamboo, and hemp products, but only a few products, such as paper straws and paper bags, are in use. This is because plants and their components are not thermoplastic and do not melt, so the molding methods established for plastics and metals cannot be applied. Basically, the processing methods for plants are cutting and gluing. For example, the production of woodwork requires time and technology, and a large amount of shavings are produced, resulting in a low yield.
Wood Plastic Composite (WPC), a composite of wood powder and petroleum-based plastics (e.g., polypropylene [PP]), can be extruded and is used in the manufacture of wooden decks2,3. Recently, a new type of wood plastic with improved viscosity during thermal flow, which can be injection molded, has been developed4, but it is still dependent on petroleum-based plastics. Research and development efforts have been undertaken worldwide, including the development of composite products with non-biodegradable but biomass-derived biopolyethylene, biodegradable polylactic acid, and marine biodegradable plastics5 in place of petroleum-based plastics. In contrast, this paper introduces the "technology of wet biomass powder extrusion" utilizing the thickening property of polysaccharides, which is completely different from that of wood plastics.
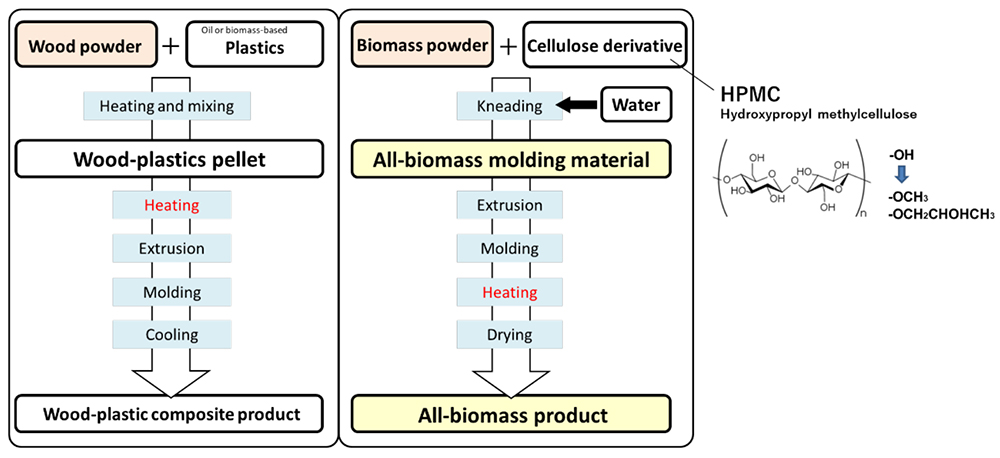
In extrusion molding, flowability is required for materials to pass through the mold under weak pressure, and shape retention is required for them to maintain rigidity and resistance to deformation outside the mold. We focused on a powdered cellulose derivative, hydroxypropyl methylcellulose (HPMC)6, which is used in cement and ceramic extrusion moldings. HPMC is a type of nonionic water-soluble cellulose derivative obtained by treating dissolving pulp of high cellulose purity with caustic soda and then reacting the treated pulp with an etherification agent; it is widely used in the construction and chemical industries6 as well as added to food. Since dissolving pulp is obtained from wood, it can be said to be a wood-derived thickener. HPMC shows higher viscoelasticity than starch in aqueous solution7 and exhibits excellent shape retention when combined with other substances. The author found that a mixture of biomass and HPMC powders, when kneaded with water, becomes "slough-like" or "clay-like" (all-biomass molding material) and can be wet-extruded at room temperature. Furthermore, we established a series of processes to obtain dried molded products (all-biomass molded products) by drying wet product after molding8,9. This technology is similar to food manufacturing in that products are obtained by molding and drying at room temperature, and is completely different from plastics manufacturing, where products are obtained by heating and molding followed by cooling (Fig. 1).
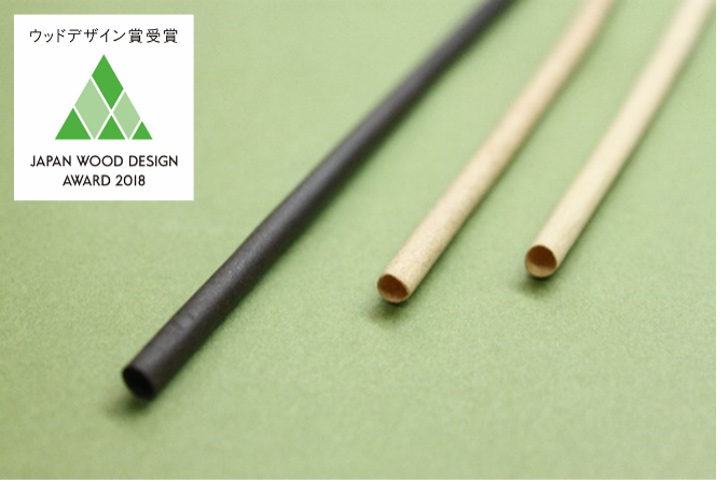
Various shapes have been produced by extrusion and mold pressing using all-biomass molding materials mixed with biomass powder and cellulose derivatives8, and these materials are also characterized by their moldability into delicate patterns and right angle variations, and to drive nails. The "Wood Straw"9, a wooden straw made by extruding wood powder into a tubular shape with an outer diameter of 6 mm and a wall thickness of 0.5 mm, received the Wood Design Award in 201810. It was featured in newspapers, and introduced on the NHK World (a Japanese international broadcasting station) program known as "Great gear," as one of Japan's technologies to address the marine plastics problem worldwide. In addition to wood powder, various biomass powders can be used, including paper powder11, bamboo powder, and coffee grounds12, making it easy to apply the technology to waste biomass (Fig. 2). This technology seems suitable for powdery raw materials because pulp with long fibers tends to become non-uniform during kneading.
An experimental example9 is shown below. Hinoki wood powder with a particle diameter under 0.25 mm and HPMC powder (90SH-4000, Shin-Etsu Chemical Co., Ltd., methoxy group [-OCH3] degree of substitution = 1.4, hydroxypropoxy group [-OCH2CHOHCH3] substitution mole number = 0.20) were premixed at a weight ratio of 7:3. Water was added at a ratio of 70 to 233 wt% of the mixed weight, respectively. Then, all-biomass molding materials were prepared by kneading at 2000 rpm for 2 minutes using a spinning and revolving agitator/deaerator (SK-300S, Photo Chemical Co., Ltd.). When the amount of water was low, the kneaded material was powdery and had poor consistency. As the amount of water was increased, the viscosity of the mixture increased; when the weight ratio of wood powder: HPMC: water was 7:3:10, the mixture was crumbly (a coarse powder consistency); and when the weight ratio was 7:3:15, the mixture was clay-like. At higher water content, the mixture was soft and sticky, and had difficulty retaining its shape after extrusion. The clay-like state of the mixture is suitable for mold pressing and piston extrusion molding, but when using a screw-type molding machine, the mixture is further kneaded and pressurized in the molding machine and becomes a well-compacted clay-like material. Considering the shrinkage and deformation during drying after molding, it is more advantageous to use material with low water content in the molding process. To evaluate the characteristics of molding materials, predetermined proportions of materials prepared from wood powder, HPMC powder, and water were added to the cylinder of a flow tester (CFT-500D, Shimadzu Corporation) and extruded through the pores under constant pressure applied by a piston9. All materials with different moisture contents and wood powder ratios exhibited non-Newtonian, pseudoplastic flow. Yield values were lower at higher water contents and higher HPMC ratios. For the molded products after drying, the higher the HPMC ratio, the greater the shrinkage and the denser the structure. As a result, the material became harder and less deformable, and the load value against displacement increased in the strength test9. The amount of HPMC and water suitable for extrusion differs slightly depending on the type of biomass powder. Since the cost of HPMC affects the price of molded products, research is currently focused on conditions when the biomass powder ratio is high.
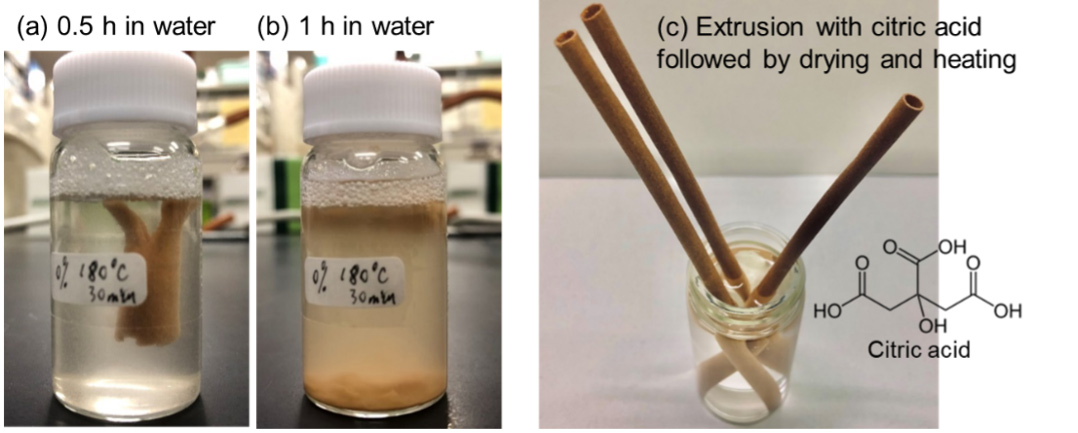
The all-biomass products obtained by extrusion and drying are composites of biomass powder and water-soluble cellulose derivatives. When exposed to water, the cellulose derivatives absorb water and return the molded product to a clay-like state (Fig. 3a), making it recyclable. Furthermore, the cellulose derivatives easily disintegrate in water after absorbing water (Fig. 3b), and thus have excellent marine degradability. On the other hand, a certain level of water resistance is also required for use. Water-resistant coatings and laminations can be applied to provide water resistance, but more fundamentally, the water-soluble cellulose derivatives that exist as binders between biomass powders must be made insoluble in water (≒ curing of water-soluble adhesives). Glutaraldehyde and epichlorohydrin are commonly used for cross-linking polysaccharides, but non-toxic, natural compounds are preferred. Citric acid is abundant in citrus fruits and can also be produced by fermentation of sugars. It has three carboxyl groups and forms ester bonds with hydroxyl groups of polysaccharides upon heating, thereby cross-linking starch13, xanthan gum14, HPMC15-18, carboxymethyl cellulose (CMC)17, chitosan18, etc.
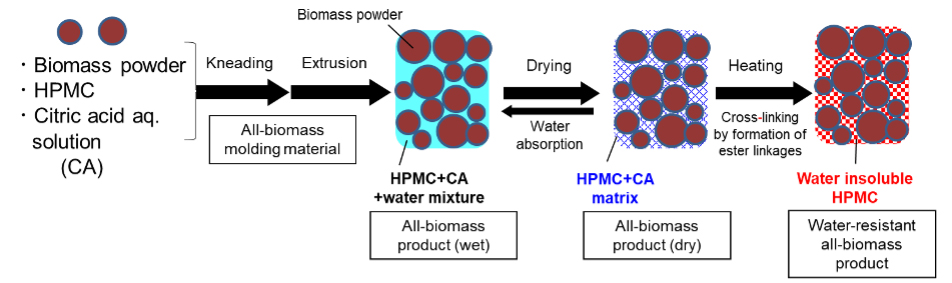
The authors prepared a molding material by mixing biomass powder and HPMC powder with citric acid solution instead of water. Extrusion of the molding material, followed by drying and heating, produced water-resistant biomass moldings that did not disintegrate in water (Fig. 3c)19. The water absorbency and disintegrability can be controlled by the amount of citric acid added and the heating intensity (time and temperature). When the molded product of wood powder:HPMC in 7:3 ratio was heated at 180°C and citric acid was pre-added at 1-7% of total solid weight, it was confirmed that pre-adding 3% or more citric acid with 30 minutes of heating, retains its hardness and structural integrity after 12 hours in water19. This is presumably due to the fact that HPMC cross-links via citric acid and becomes a hydrogel (absorbs water and swells in water but does not disintegrate) when heated at moderate temperatures, and cross-links readily and becomes nearly hardened (does not absorb water easily and does not swell) when heated at higher temperatures and for longer periods (Fig. 4). In this article, the term "waterproofing" refers to the prevention of rapid water absorption and disintegration in water, and does not imply the addition of the plastic-like property of water repellency. Even after waterproofing, it is still a molded product of biomass powder and a kind of woody material, so it absorbs and desorbs moisture like wood and paper, and its strength and dimensions change. However, because it is a natural ester-bonded material with room for water to penetrate, it is expected to biodegrade relatively quickly and return to nature as compost.
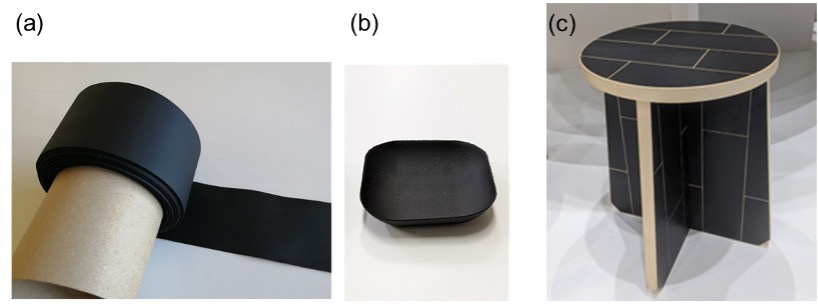
As for equipment, screw-type vacuum kneading extrusion machines used in the production of ceramic honeycombs can be used, and there is no need to develop a new machine specialized for biomass powder. By powerful kneading and vacuum degassing, extruded products of excellent quality can be produced with smaller amounts of cellulose derivatives. Long sheets of wood powder, bamboo powder, coffee grounds, etc. can also be obtained in rolls by extruding the product continuously from a sheet forming die, and with application of tension, sending it to a drum dryer (Fig. 5a). The sheet is flexible in the wet state, and can be hot-pressed to obtain, for example, tray-shaped molded products (Fig. 5b). In collaboration with Itoki Corporation, prototypes of furniture and interior products have been made using coffee grounds (Fig. 5c)20. Extrusion itself can be done at relatively high speeds, and the drying process will be the rate-limiting factor. For social implementation, it is important to establish a drying and waterproofing method that is fast and does not cause deformation easily. This is currently being studied intensively under a national project.
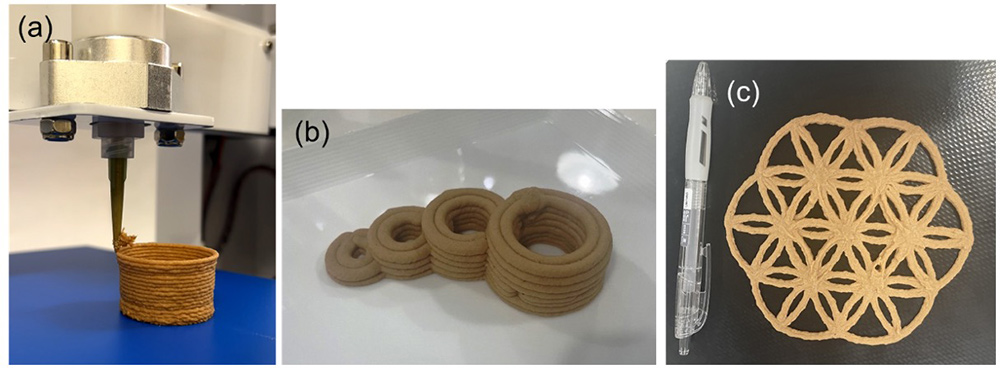
All-biomass molding material prepared as clay or as soft paste by adding water can be discharged from 3D clay printer or 3D food printer nozzles for 3D printing (Fig. 6)21. Injection molding is also possible because the plasticity can be adjusted by adding water, however, drying in the mold after injection is necessary to fix the shape. We believe that the development of "water vapor venting by opening and closing the mold" as part of Pulp Injection Molding (PIM) technology22 could be a good reference. We are also investigating the use of cellulose derivatives other than HPMC, and in particular, wet extrusion systems using ammonium carboxymethylcellulose (ammonium CMC, NH4-CMC), which becomes water insoluble upon heating, are very promising23.
This paper introduced the process of wet extrusion of biomass powder mixed with water-soluble cellulose derivatives. In the extrusion molding of ceramic powders, after molding and drying, the organic binder is removed by firing in a kiln, and the ceramic powder is sintered. Because the all-biomass product in this article burns away if it is fired, the water insolubilization reaction of the organic binder results in a molded product that does not easily crumble in water. Although the molded product does not have the water repellency or transparency of plastic, this technology can increase the potential of the molding and processing of wood and other biomass resources in responses to climate change. The physical properties and characteristics of the molded product can be changed by changing kinds of biomass powder and cellulose derivatives, blending ratios of cellulose derivatives and water, cross-linking agents, softeners, antibacterial agents, etc., thus making it possible to manufacture products that meet various needs. This technology can utilize waste biomass because the powder can be used, contributing not only to decarbonization but also to the construction of a recycling-oriented society.
This research has been supported by JSPS KAKENHI (Grant Number 17K19287), FY2019 advanced research program for energy and environmental technologies (JPNP14004) of the New Energy and Industrial Technology Development Organization (NEDO), FY2022 Environment Research and Technology Development Fund (JPMEERF20221C03) of the Environmental Restoration and Conservation Agency (ERCA) provided by Ministry of the Environment of Japan.



